
1) 改造现有的母液蒸馏工艺,实现全自动化操作。
2) 实现母液釜残废液无泄漏、清洁化治理。
3) 优化废液治理流程,除去废液中的固体物,减轻污水站的处理压力。
进料量如下:
|
项目 |
回收D乙醇母液 |
氢化乙醇母液 |
每天板框 废渣总量 |
备注 |
|
进料量 |
80m3/天(乙醇浓度70%) |
40m3/天(乙醇浓度50%) |
约10吨/天 |
回收D乙醇母液和氢化乙醇母液混和进料 |
母液现治理工艺如下:
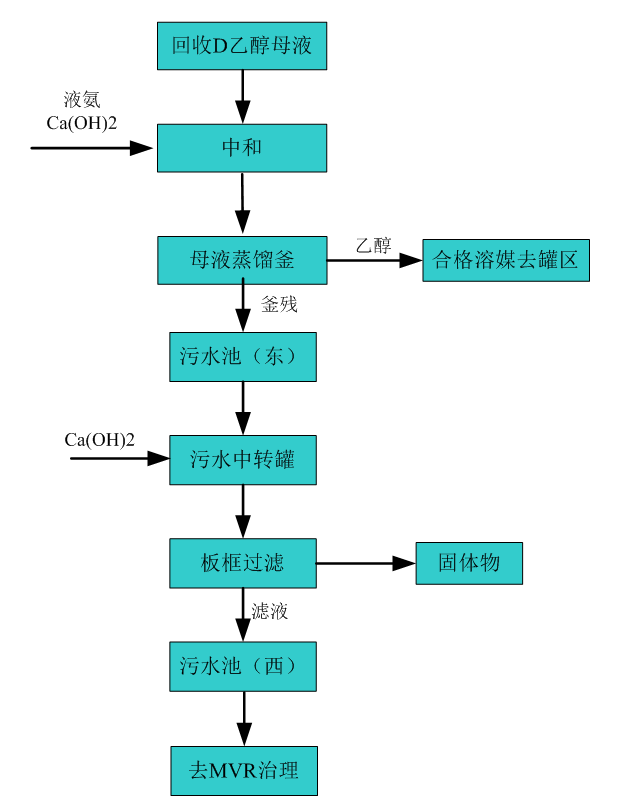
车间蒸馏釜残排放过程为完全露天式。釜残中含有固体物,排放釜残时经常发生管路堵塞情况,需人工疏通釜底管路。现场操作环境较恶劣,不符合环保要求。
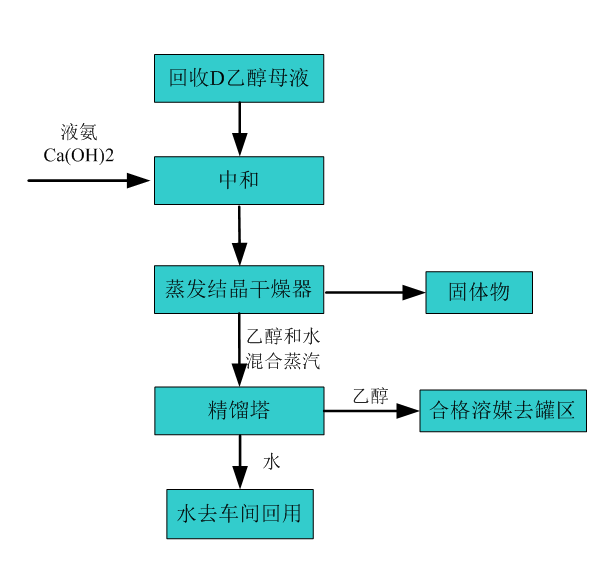
(1) 废液无露天排放,实现了清洁化生产;
(2) 简化工艺,大大缩短了回收D乙醇母液治理流程。
(3) 自动化程度高:装置采用PLC控制装置,可实现无人值守运行。
(4) 节省了能耗:无污水排放,节省了后续MVR治理污水的能耗。
上一篇: 某化学公司高盐废水治理项目
下一篇: 某公司氯化铵母液处理项目
电话:13933881222
邮箱:eseallf@163.com
地址:河北省石家庄市行唐县经济开发区玉晶路南段

